





















 |
A High-Performance Liquid Cooling Heat Dissipation Component
Product Details:
| Place of Origin: | Dongguan,Guangdong,China |
| Brand Name: | Uchi |
| Certification: | SMC |
| Model Number: | Heat Sink |
Payment & Shipping Terms:
| Minimum Order Quantity: | 100pcs |
|---|---|
| Price: | 1300-1500 dollars |
| Delivery Time: | not limited |
| Payment Terms: | T/T,paypal, Western Union,MoneyGram |
| Supply Ability: | 50000000pcs per Month |
|
Detail Information |
|||
| Ambient Temperature: | -30~55°C | Humidity: | 5%~90% |
|---|---|---|---|
| Number Of Waterways: | 6 Waterways | Single Gross Weight: | 3.710 Kg |
| Texture Of Material: | 6061 | Article No: | Liquid Cooling Plate 14 |
| Feature: | High Cooling Power Capability | Fan Life: | 100000 Hrs |
| Cone Pipe Thread: | ZG, G, NPT, Etc | Base Material: | Aluminum Or Copper |
| Noise Range: | 9.5-25 | Noise: | 17dbA |
| Type: | Thermal Cooling Plate | Mountingtype: | Screw Mounting Holes |
| Maxoperatingtemperature: | 120°C | ||
| Highlight: | liquid cooling plate heat dissipation,high-performance liquid cooling component,liquid cooling plate with warranty |
||
Product Description
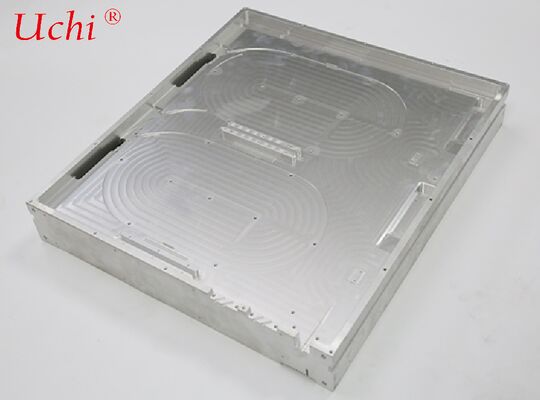
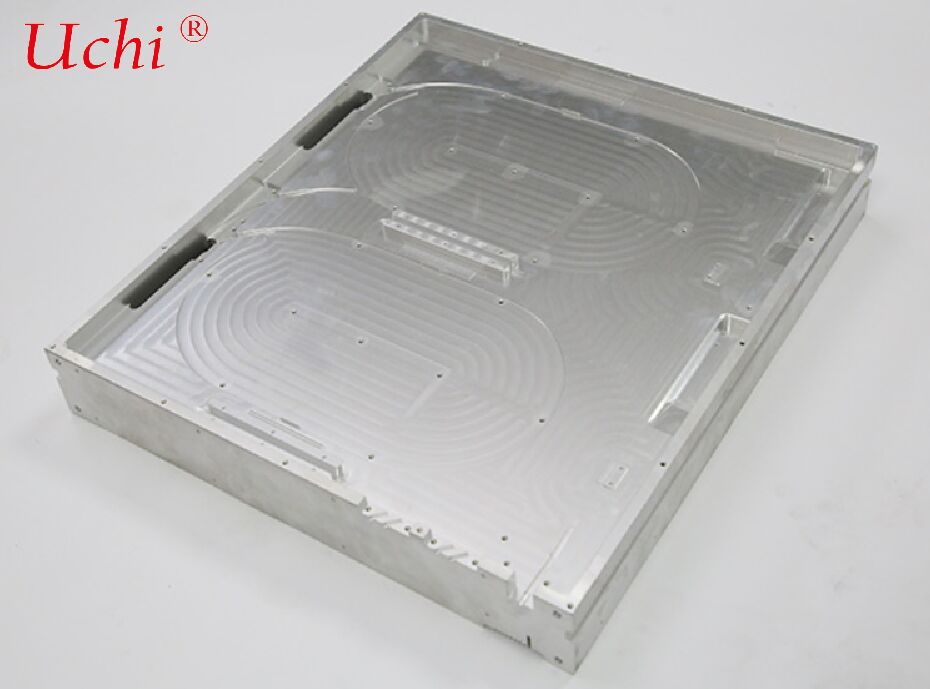
A high-performance liquid cooling heat dissipation component different from traditional milled/grooved water cooling plates, specially designed for high-power fiber lasers and optical communication modules)
1. Definition and Core Structure
Definition:
Groove‑free does not mean no flow channels. Instead of adopting the traditional process of mechanical milling/grooving plus cover plate welding, it is an optical fiber water cooling plate with integrated sealed flow channels realized through processes such as Friction Stir Welding (FSW), diffusion bonding, or embedded copper tubes. The flow channels are embedded inside the metal substrate with no groove marks on the surface, achieving extremely high overall flatness.
Core Components
- Substrate: 6061/6063 aluminum alloy (cost-effective), oxygen-free copper (excellent thermal conductivity, high cost);
- Internal flow channels: serpentine / parallel microchannels, embedded copper tubes, with no exposed notches;
- Inlet and outlet water connectors (G1/4, NPT, etc.), sealing structure (FSW solder-free sealing to prevent leakage);
- Surface treatment: anodizing (corrosion protection), conductive oxidation, nickel / tin plating (to meet different installation requirements).
2. Working Principle
The flat bottom surface of the cooling plate is closely attached to heat sources such as pump sources, beam combiners, and laser cavities of fiber lasers via thermal grease or phase change materials.
Heat is rapidly conducted through the high-thermal-conductivity substrate to the internal flow channel walls.
Deionized water or ethylene glycol aqueous solution (commonly used) circulates inside the flow channels and removes heat through forced convection.
The hot fluid returns to the Cooling Distribution Unit (CDU) or chiller for heat exchange and cooling, forming a closed-loop cooling system.
The groove‑free structure reduces thermal resistance interfaces, improves heat transfer efficiency, and avoids stress concentration and corrosion risks at groove edges.
3. Mainstream Manufacturing Processes
- Friction Stir Welding (FSW, most widely used): Pre-set flow channel space between two plates; solid-state welding achieved through thermo‑mechanical effects generated by a high-speed rotating stirring tool. It features no porosity or cracks, no solder required, minimal deformation, and is suitable for large‑size, high‑load fiber optic water cooling plates.
- Embedded copper tube + vacuum brazing: Pre-fabricated copper tubes embedded into blind holes of the substrate, with gaps filled via vacuum brazing to form seamless flow channels.
- Diffusion bonding: Metallic atomic bonding achieved under high temperature and pressure, suitable for ultra‑thin and ultra‑precision flow channels but at relatively high cost.
4. Performance Advantages and Comparison (vs. Traditional Milled Groove Water Cooling Plates)
| Comparison Item | Groove‑Free Fiber Optic Water Cooling Plate | Traditional Milled Groove Water Cooling Plate |
|---|---|---|
| Surface Flatness | Extremely high (≤0.05 mm/100 mm), gap-free attachment | Poor, prone to burrs/deformation at groove edges |
| Thermal Resistance | Lower (reduced groove interface thermal resistance) | Higher, greatly affected by milling depth and cover fitting |
| Leakage Resistance | Excellent (FSW solid-state welding, solder-free, high pressure resistance) | Average (welds prone to corrosion, low pressure limit) |
| Structural Strength | High, good overall rigidity, resistant to vibration & impact | Low, grooves weaken substrate strength |
| Applicable Power Density | High (≥500 W/cm², suitable for kW‑class fiber lasers) | Low to medium (≤300 W/cm²) |
| Cost | High initial cost, low long-term maintenance cost | Low initial cost, high failure risk and maintenance cost later |
5. Key Technical Parameters
- Dimensions: Customized according to fiber laser modules (common sizes: 300×200 mm, 400×300 mm, etc.);
- Flow channel parameters: inner diameter 2–6 mm, flow velocity 1–3 m/s, pressure drop ≤0.3 MPa;
- Heat dissipation capacity: single cooling plate supports 500 W–10 kW heat sources;
- Operating pressure / temperature: 0.5–1.0 MPa, -20℃–80℃;
- Materials: aluminum alloy (thermal conductivity 200–220 W/(m·K)), copper (380–400 W/(m·K));
- Sealing test: helium leak detection (leak rate ≤1×10⁻⁹ mbar·L/s) to ensure no leakage during long-term operation.
6. Typical Application Scenarios
- High-power fiber lasers: heat dissipation for pump modules, beam combiners, Q-drives in 1 kW–10 kW industrial cutting/welding lasers;
- Optical communication equipment: high-speed optical modules in data centers, coherent communication equipment, EDFA amplifiers;
- Medical laser equipment: fiber laser beauty devices, dental laser equipment;
- Semiconductor manufacturing: fiber transmission systems in laser annealing and laser dicing equipment.
7. Selection and Design Guidelines
- Heat source distribution: serpentine flow channels for uniform distribution, parallel flow channels for multiple heat source points;
- Flow rate and pressure: ensure flow velocity ≥1 m/s to avoid local overheating;
- Material selection: aluminum alloy for general scenarios, copper for ultra-high heat flux density;
- Interface and compatibility: confirm specifications and positions of water inlet/outlet connectors to match existing chillers / CDUs;
- Environmental requirements: enhanced surface corrosion protection (e.g., hard anodizing) for outdoor / humid environments;
- Compliance: meet CE and RoHS; pressure testing required for high-pressure applications.
8. Maintenance Recommendations
- Replace coolant regularly (every 6–12 months) to prevent scaling;
- Conduct pressure testing and helium leak detection annually to check for leaks;
- Keep the cooling plate surface clean to avoid oil contamination impairing thermal conductivity;
- Avoid severe impact and vibration to prevent flow channel deformation.
Want to Know more details about this product